[ 목차 ]
EGW(Electro-Gas Welding) 이란?
1. 정의
EGW(Electro-Gas Welding) 용접은 수직자세의 맞대기 이음부를 CO2 보호가스 중에서 GMAW을 적용하여 용접하는 방법입니다. GMAW의 특수한 형태로 볼 수 있습니다. (GMAW: Gas Metal Welding, MIG 미그 용접, 차폐가스에 따라 MIG, MAG용접 등으로 구분, 용접건을 이용하여 외부차폐가스와 소모성 전극(와이어)를 연속적으로 주입하면서 용접한다, 티그 용접보다 작업속도가 빨라 능률적이며 슬래그 발생이 없어 SMAW보다 효율적임, 불활성기체는 알곤, 헬륨, CO2를 사용)
연속적으로 공급되는 플럭스가 내장된 와이어를 사용하고 CO2가스와 세경와이어 내정된 용착금속을 보호하는 입향자동용접 방법이다. 수직으로 용접이 이루어지므로 용융금속 및 슬래그가 유출되지 않도록 앞/뒤에 냉각수가 흐르는 동담금을 부착하여 개선홈을 따라 용접과 함께 상승한다. 선박에서는 이면에 부착하는 동담금 대신에 세라믹 backing 재를 사용하거나 이면비드를 FCAW로 형성시켜 용접하는 경우가 많다.
2. 적용부위
후판 Butt Joint의 긴 용접장 수직상향 용접에 주로 적용, 선박의 건조시에는 탑재의 butt line에 주로 적용하며 조립단계에서도 일부 적용하기도 함.
3. 용접기 특징
연속으로 공급되는 와이어를 녹이려면 전극봉에 열전달이 많이 되어야 하므로 주로 DCRP 를 사용하여 정전압 특성의 용접기를 사용한다.
* DCRP
DC 정극성(DCSP/DCEN)과 DC 역극성(DCRP/DCEP)은 용접 공정, 특히 서로 다른 재료를 사용할 때 서로 다른 영향을 미치는 두 가지 중요한 용접 전류 설정이다. 전극이 양수이고 작업물이 음수인 DC 직선 극성(DCSP/DCEN)은 두꺼운 재료를 용접할 때 종종 사용된다. 반면, 전극이 음극이고 작업물이 양근인 DC 역극성(DCRP/DCEP)은 얇은 재료를 용접할 때 일반적으로 사용되며 전극에서 발생하는 열 입력을 잘 제어하여 앏은 재료의 과도한 용융 및 변형을 방지한다. 즉 전극봉에 열전달을 많이 해야하고 열 변형을 방지 하기 위해서 EGW 방식은 DCRP의 전류 설정으로 사용한다고 볼 수 있다.
4. 용접 재료
용접재료는 flux core wire를 사용하고 용접재료의 규격은 주로 AWS 5.26 AWS EG70T-2를 사용하며 각각이 의미하는 바는 다음과 같다.
- EG : electrode for electogas welding
- 7 : Min tensile strength in 10,000 psi increments
- 0 : 충격 시험 온도 (0; - 0F(-18C))
- T : electrode is cored(T) or solid(S)
- 2 : the designation for shielding gas and chemical composition requirements
(아오.. 어렵네)
5. EGW 장단점, 특징
장점
- 긴 용접장을 연속으로 용접이 가능하다.
- 용접 속도가 빠르고 매우 고능률이다.
- 기선 후 다른 용접방법(FCAW)의 변경 적용이 용이하다.
* FCAW(Flux Cored Arc Welding, Co2용접, gmaw와 유사한 방법, 플럭스코어드 와이어를 사용)
- 적용 가능한 판의 두께가 넓다.
- 조작이 용이하다.
단점
- 취부 정도가 요구됨(Misalignment 1mm이하) * 취부작업이란 두 부재를 조립할 때 부재의 면과 다른 부재의 면이 닿는 부분을 조립하는 작업을 말한다.
- 용융상태를 감시하여야 함.
- 풍속 3.5m/sec 이상의 경우 바람막이 설치
- 용접 입열이 높아 고인성 재료에는 적용이 어렵다.
특징
- 후판의 경우 토치 전/후 진동이 가능하여야 한다.
- 횡경사 60-90도 까지 / 하향 경사 45-90까지 적용 가능
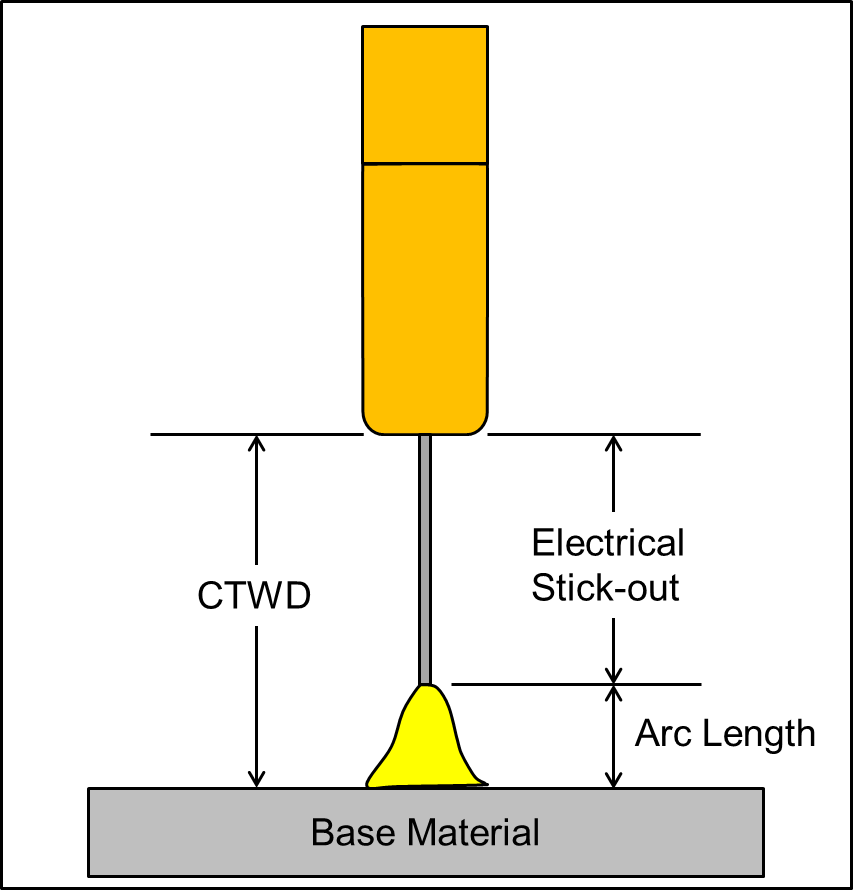
- Stick-out 길이는 약 30mm(아래 사진 참고)
-
- 절연 용접봉으로 동담금 gas 홈에 붙은 spatter를 수시로 제거하여야 함. * 동담금이란? 용융지를 보호하는 기능을 갖는 것으로 대기 중의 산소와 질소가 용융지로 침입하는 것을 막아 용착금속의 인성저하를 억제하고, 용접 제품의 품질을 향상시키는 데 도움이 됩니다.
출저 : https://blog.naver.com/hamoon0741/60038042103
'해양개발'님의 블로그 내용을 참고하여 글을 작성하였습니다.